131 1300 0010
PLC的定義
可編程序控制器是一種數字運算操作電子系統,專為在工業環境下應用而設計。它采用了可編程序的存儲器,用來在其內部存儲執行邏輯運算、順序控制、定時、計數和算術運算等操作指令,并通過數字的、模擬的輸入和輸出,控制各種類型的機械或生產過程。可編程序控制器及其有關的外圍設備,都應按易于與工業控制系統形成一個整體、易于擴充其功能的原則設計。

PLC的分類
PLC產品種類繁多,其規格和性能也各不相同。對于PLC,通常根據其結構形式的不同、功能的差異和I/O點數的多少等進行大致分類。
1.按結構形式分類
根據PLC的結構形式,可將PLC分為整體式和模塊式兩類。
(1)整體式PLC
整體式PLC是將電源、CPU、I/O接口等部件都集中裝在一個機箱內,如圖所示。具有結構緊湊、體積小、價格低的特點。小型PLC一般采用這種整體式結構。整體式PLC由不同I/O點數的基本單元(又稱主機)和擴展單元組成,基本單元內有CPU、I/O接口、與I/O擴展單元相連的擴展口以及與編程器或EPROM寫入器相連的接口等;擴展單元內只有I/O和電源等,而沒有CPU。基本單元和擴展單元之間一般用扁平電纜連接。整體式PLC一般還可配備特殊功能單元,如模擬量單元、位置控制單元等,使其功能得以擴展。
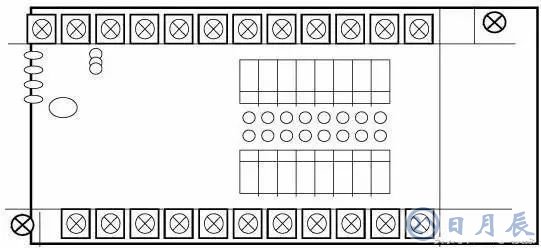
(2)模塊式PLC
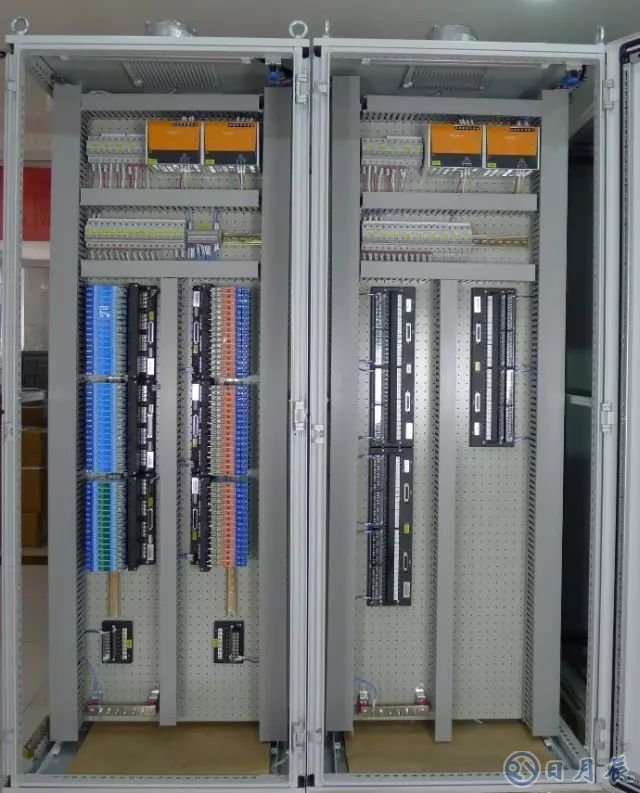
模塊式PLC將PLC的各組成部分分別做成若干個單獨的模塊,如CPU模塊、I/O模塊、電源模塊(有的含在CPU模塊中)以及各種功能模塊。模塊式PLC由框架或基板和各種模塊組成,模塊裝在框架或基板的插座上,如圖所示。這種模塊式PLC的特點是配置靈活,可根據需要選配不同規模的系統,而且裝配方便,便于擴展和維修。大、中型PLC一般采用模塊式結構。

還有一些PLC將整體式和模塊式的特點結合起來,構成所謂的疊裝式PLC。疊裝式PLC的CPU、電源、I/O接口等也是各自獨立的模塊,但它們之間是靠電纜進行連接的,并且各模塊可以一層層地疊裝。這樣,不但系統可以靈活配置,還可做得體積小巧。

2.按功能分類
根據PLC的功能不同,可將PLC分為低檔、中檔、高檔三類。
(1)低檔PLC
低檔PLC具有邏輯運算、定時、計數、移位以及自診斷、監控等基本功能,還可有少量模擬量輸入/輸出、算術運算、數據傳送和比較及通信等功能,主要用于邏輯控制、順序控制或少量模擬量控制的單機控制系統。
(2)中檔PLC
中檔PLC除具有低檔PLC的功能外,還具有較強的模擬量輸入/輸出、算術運算、數據傳送和比較、數制轉換、遠程I/O、子程序及通信聯網等功能;有些還可增設中斷控制、PID控制等功能,適用于復雜的控制系統。
(3)高檔PLC
高檔PLC除具有中檔PLC的功能外,還增加了帶符號算術運算、矩陣運算、位邏輯運算、平方根運算及其他特殊功能函數的運算、制表及表格傳送功能等。高檔PLC具有更強的通信聯網功能,可用于大規模過程控制或構成分布式網絡控制系統,進而實現工廠自動化。

3.按I/O點數分類
根據PLC的I/O點數多少,可將PLC分為小型、中型和大型三類。
(1)小型PLC
小型PLC的I/O點數小于256,具有單CPU及8位或16位處理器,用戶存儲器容量為4KB以下。例如:三菱FX0S系列。
(2)中型PLC
中型PLC的I/O點數在256~2048,具有雙CPU,用戶存儲器容量為2~8KB。
(3)大型PLC
大型PLC的I/O點數大于2048,具有多CPU及16位或32位處理器,用戶存儲器容量為8~16KB。
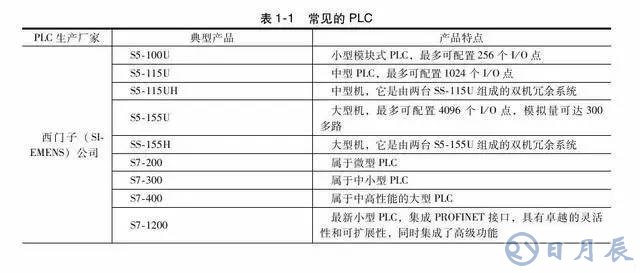
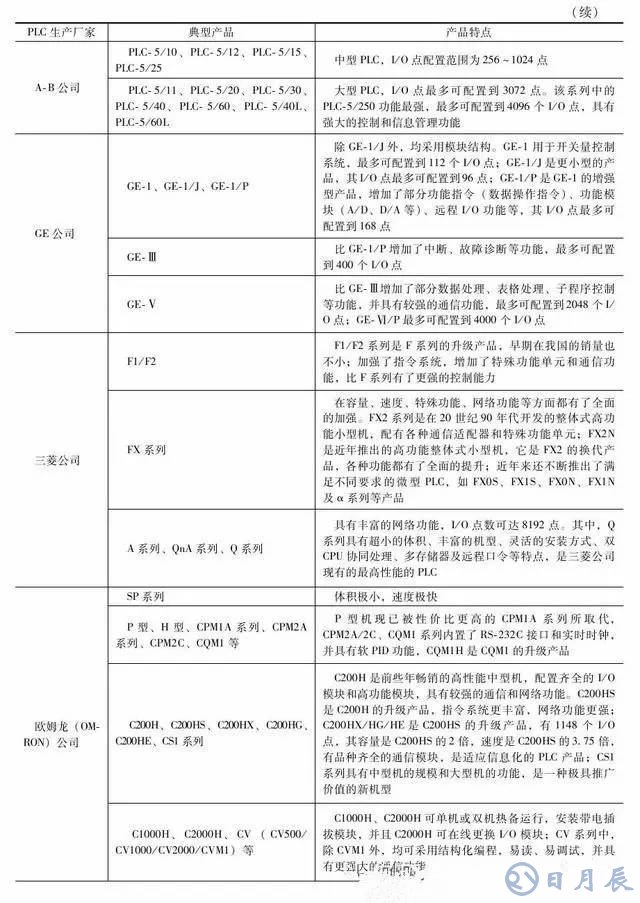
世界上,PLC產品可按地域分成三大流派,一個流派是美國產品,一個流派是歐洲產品,一個流派是日本產品。美國和歐洲的PLC技術是在相互隔離情況下獨立研究開發的,因此美國和歐洲的PLC產品有明顯的差異性。而日本的PLC技術是由美國引進的,對美國的PLC產品有一定的繼承性,但日本的主推產品定位在小型PLC上。美國和歐洲以大中型PLC而聞名,而日本則以小型PLC著稱。
常見的PLC如表所示。

PLC的功能及應用領域
PLC是綜合繼電器接觸器控制的優點及計算機靈活、方便的優點而設計制造和發展的,這就使PLC具有許多其他控制器所無法相比的特點。
1.PLC的功能
PLC是以微處理器為核心,綜合了計算機技術、自動控制技術和通信技術發展起來的一種通用的工業自動控制裝置,具有可靠性高、體積小、功能強、程序設計簡單、靈活通用及維護方便等一系列的優點,因而在冶金、能源、化工、交通、電力等領域中有著廣泛的應用,成為現代工業控制的三大支柱(PLC、機器人和CAD/CAM)之一。根據PLC的特點,可以將其功能形式歸納為以下幾種類型。
(1)開關量邏輯控制
PLC具有強大的邏輯運算能力,可以實現各種簡單和復雜的邏輯控制。這是PLC的最基本也最廣泛的應用領域,它取代了傳統的繼電器接觸器的控制。
(2)模擬量控制
PLC中配置有A/D和D/A轉換模塊。A/D模塊能將現場的溫度、壓力、流量、速度等模擬量轉換變為數字量,再經PLC中的微處理器進行處理(微處理器處理的只能是是數字量),然后進行控制;或者經D/A模塊轉換后變成模擬量,然后控制被控對象,這樣就可實現PLC對模擬量的控制。
(3)過程控制
現代大中型的PLC一般都配備了PID控制模塊,可進行閉環過程控制。當控制過程中某一個變量出現偏差時,PLC能按照PID算法計算出正確的輸出,進而控制調整生產過程,把變量保持在整定值上。目前,許多小型PLC也具有PID控制功能。
(4)定時和計數控制
PLC具有很強的定時和計數功能,它可以為用戶提供幾十甚至上百、上千個定時器和計數器。其計時的時間和計數值可以由用戶在編寫用戶程序時任意設定,也可以由操作人員在工業現場通過編程器進行設定,進而實現定時和計數的控制。如果用戶需要對頻率較高的信號進行計數,可以選擇高速計數模塊。
(5)順序控制
在工業控制中,可采用PLC步進指令編程或用移位寄存器編程來實現順序控制。
(6)數據處理
現代的PLC不僅能進行算術運算、數據傳送、排序及查表等操作,而且還能進行數據比較、數據轉換、數據通信、數據顯示和打印等,它具有很強的數據處理能力。
(7)通信和聯網
現代PLC大多數都采用了通信、網絡技術,有RS-232或RS-485接口,可進行遠程I/O控制。多臺PLC彼此間可以聯網、通信,外部器件與一臺或多臺可編程控制器的信號處理單元之間可以實現程序和數據交換,如程序轉移、數據文檔轉移、監視和診斷。通信接口或通信處理器按標準的硬件接口或專有的通信協議完成程序和數據的轉移。

2.PLC的應用領域
目前,PLC在國內外已廣泛應用于鋼鐵、石油、化工、電力、建材、機械制造、汽車、輕紡、交通運輸、環保及文化娛樂等各個行業,使用情況大致可歸納為如下幾類。
(1)開關量的邏輯控制
這是PLC最基本,也是最廣泛的應用領域,它取代了傳統的繼電器電路,實現邏輯控制、順序控制;既可用于單臺設備的控制,也可用于多機群控及自動化流水線,如注塑機、印刷機、訂書機械、組合機床、磨床、包裝生產線及電鍍流水線等。
(2)模擬量控制
在工業生產過程當中,有許多連續變化的量,如溫度、壓力、流量、液位和速度等都是模擬量。為了使PLC處理模擬量,必須實現模擬量和數字量之間的A/D轉換及D/A轉換。PLC廠家都生產配套的A/D和D/A轉換模塊,使PLC用于模擬量控制。
(3)運動控制
PLC可以用于圓周運動或直線運動的控制。從控制機構配置來說,早期直接用于開關量I/O模塊連接位置傳感器和執行機構,現在一般使用專用的運動控制模塊,可驅動步進電機或伺服電機的單軸或多軸位置控制模塊。世界上各主要PLC生產廠家的產品幾乎都具有運動控制功能,廣泛用于各種機械、機床、機器人、電梯等場合。
(4)過程控制
過程控制是指對溫度、壓力、流量等模擬量的閉環控制,在冶金、化工、熱處理、鍋爐控制等場合有非常廣泛的應用。作為工業控制計算機,PLC能編制各種各樣的控制算法程序,完成閉環控制。PID調節是一般閉環控制系統中用得較多的調節方法,大中型PLC都有PID模塊,目前許多小型PLC也具有此功能模塊。PID處理一般是運行專用的PID子程序。
(5)數據處理
現代PLC具有數學運算(含矩陣運算、函數運算、邏輯運算)、數據傳送、數據轉換、排序、查表及位操作等功能,可以完成數據的采集、分析及處理。這些數據可以與存儲在存儲器中的參考值比較,進而完成一定的控制操作;也可以利用通信功能傳送到別的智能裝置,或將它們打印制表。數據處理一般用于大型控制系統,如無人控制的柔性制造系統;也可用于過程控制系統,如造紙、冶金、食品工業中的一些大型控制系統。
(6)通信及聯網
PLC通信含PLC間的通信及PLC與其他智能設備間的通信。隨著計算機控制的發展,工廠自動化網絡發展得很快,各PLC生產廠商都十分重視PLC的通信功能,紛紛推出各自的網絡系統。新近生產的PLC都具有通信接口,通信非常方便。紛紛推出各自的網絡系統。新近生產的PLC都具有通信接口,通信非常方便。
PLC的基本結構和工作原理
作為一種工業控制的計算機,PLC和普通計算機有著相似的結構;但是由于使用場合、目的不同,在結構上又有一些差別。
1.PLC的硬件組成
PLC硬件系統的基本結構如下
PLC的主機由CPU、存儲器(EPROM、RAM)、輸入/輸出單元、外設I/O接口、通信接口及電源組成。對于整體式PLC,這些部件都在同一個機殼內。而對于模塊式PLC,各部件獨立封裝,稱為模塊,各模塊通過機架和電纜連接在一起。主機內的各個部分均通過電源總線、控制總線、地址總線和數據總線連接,根據實際控制對象的需要配備一定的外部設備,構成不同的PLC控制系統。常用的外部設備有編程器、打印機、EPROM寫入器等。PLC可以配置通信模塊與上位機及其他的PLC進行通信,構成PLC的分布式控制系統。
下面分別介紹PLC的各組成部分及其作用,以便用戶進一步了解PLC的控制原理和工作過程。
(1)CPU
CPU是PLC的控制中樞,PLC在CPU的控制下有條不紊地協調工作,從而實現對現場的各個設備進行控制。CPU由微處理器和控制器組成,它可以實現邏輯運算和數學運算,協調控制系統內部各部分的工作。
控制器的作用是控制整個微處理器的各個部件有條不紊的進行工作,它的基本功能就是從內存中讀取指令和執行指令。
(2)存儲器
PLC配有兩種存儲器,即系統存儲器和用戶存儲器。系統存儲器用來存放系統管理程序,用戶不能訪問和修改這部分存儲器的內容。用戶存儲器用來存放編制的應用程序和工作數據狀態。存放工作數據狀態的用戶存儲器部分也稱為數據存儲區,它包括輸入/輸出數據映像區、定時器/計數器預置數和當前值的數據區及存放中間結果的緩沖區。
PLC的存儲器主要包括以下幾種。
(1)只讀存儲器
(2)可編程只讀存儲器
(3)可擦除可編程只讀存儲器
(4)電可擦除可編程只讀存儲器
(5)隨機存取存儲器
(3)輸入/輸出(I/O)模塊
①開關量輸入模塊
開關量輸入設備是各種開關、按鈕、傳感器等,PLC的輸入類型通常可以是直流、交流和交直流。輸入電路的電源可由外部供給,有的也可由PLC內部提供。
②開關量輸出模塊
輸出模塊的作用是將CPU執行用戶程序所輸出的TTL電平的控制信號轉化為生產現場所需的,能驅動特定設備的信號,以驅動執行機構的動作。
(4)編程器
編程器是PLC重要的外部設備,利用編程器可將用戶程序送入PLC的用戶程序存儲器,調試程序、監控程序的執行過程。編程器從結構上可分為以下三種類型。
(1)簡易編程器
(2)圖形編程器
(3)通用計算機編程器
(5)電源
電源單元的作用是把外部電源(220V的交流電源)轉換成內部工作電壓。外部連接的電源,通過PLC內部配有的一個專用開關式穩壓電源,將交流/直流供電電源轉化為PLC內部電路需要的工作電源(直流5V、±12V、24V),并為外部輸入元件(如接近開關)提供24V直流電源(僅供輸入端點使用)。驅動PLC負載的電源由用戶提供。
(6)外設接口
外設接口電路用于連接手持編程器或其他圖形編程器、文本顯示器,并能通過外設接口組成PLC的控制網絡。PLC使用PC/PPI電纜或者MPI卡通過RS-485接口與計算機連接,可以實現編程、監控、聯網等功能。
2.PLC的軟件組成
PLC的軟件由系統程序和用戶程序組成。
系統程序由PLC制造廠商設計編寫,并存入PLC的系統存儲器中,用戶不能直接讀寫與更改。系統程序一般包括系統診斷程序、輸入處理程序、編譯程序、信息傳送程序及監控程序等。
PLC的用戶程序是用戶利用PLC的編程語言,根據控制要求編制的程序。在PLC的應用中,最重要的是用PLC的編程語言來編寫用戶程序,以實現控制目的。由于PLC是專門為工業控制而開發的裝置,其主要使用者是廣大電氣技術人員,為了滿足他們的傳統習慣和掌握能力,PLC的主要編程語言采用比計算機語言相對簡單、易懂、形象的專用語言。
1.圖形式指令結構
2.明確的變量常數
3.簡化的程序結構
4.簡化應用軟件生成過程
5.強化調試手段
PLC的基本工作原理
PLC掃描的工作方式主要分三個階段,即輸入采樣階段、用戶程序執行階段和輸出刷新階段。如圖所示。
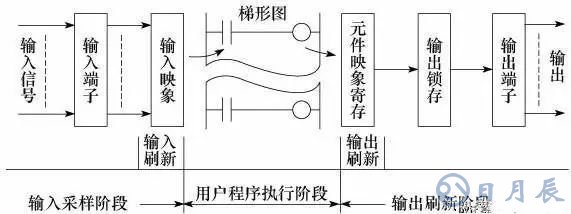
1.輸入采樣階段
在輸入采樣階段,PLC以掃描方式依次讀入所有輸入狀態和數據,并將它們存入I/O映象區中的相應單元內。輸入采樣結束后,轉入用戶程序執行和輸出刷新階段。在這兩個階段中,即使輸入狀態和數據發生變化,I/O映象區中相應單元的狀態和數據也不會改變。因此,如果輸入的是脈沖信號,則該脈沖信號的寬度必須大于一個掃描周期,才能保證在任何情況下,該輸入均能被讀入。
2.用戶程序執行階段
在用戶程序執行階段,PLC總是按由上而下的順序依次掃描用戶程序(梯形圖)。在掃描每一條梯形圖時,又總是先掃描梯形圖左邊由各觸點構成的控制線路,并按先左后右、先上后下的順序對由觸點構成的控制線路進行邏輯運算;然后根據邏輯運算的結果,刷新該邏輯線圈在系統RAM存儲區中對應位的狀態,或者刷新該輸出線圈在I/O映象區中對應位的狀態,或者確定是否要執行該梯形圖所規定的特殊功能指令。即在用戶程序執行過程中,只有輸入點在I/O映象區內的狀態和數據不會發生變化,而其他輸出點和軟設備在I/O映象區或系統RAM存儲區內的狀態和數據都有可能發生變化,而且排在上面的梯形圖,其程序執行結果會對排在下面的凡是用到這些線圈或數據的梯形圖起作用;相反,排在下面的梯形圖,其被刷新的邏輯線圈的狀態或數據只能到下一個掃描周期才能對排在其上面的梯形圖起作用。
3.輸出刷新階段
當用戶程序掃描結束后,PLC就進入輸出刷新階段。在此期間,CPU按照I/O映象區內對應的狀態和數據刷新所有的輸出鎖存電路,再經輸出電路驅動相應的外設。這時,才是PLC的真正輸出。
輸入/輸出滯后現象
從PLC的工作過程,可以總結如下幾個結論。
·以掃描的方式執行程序,其輸入/輸出信號間的邏輯關系存在著原理上的滯后。掃描周期越長,滯后就越嚴重。
·掃描周期除了包括輸入采樣階段、用戶程序執行階段、輸出刷新階段三個主要工作階段所占的時間外,還包括系統管理操作占用的時間。其中,程序執行的時間與程序的長短及指令操作的復雜程度有關,其他基本不變。掃描周期一般為毫微秒級。
·第n次掃描執行程序時,所依據的輸入數據是該次掃描周期中采樣階段的掃描值X依據的輸出數據有上一次掃描的輸出值Y(n-1),也有本次的輸出值Yn;所n送往輸出端子的信號,即是本次執行全部運算后的最終結果Yn。
·輸入/輸出響應滯后不僅與掃描方式有關,還與程序設計安排有關。

